Во время обработки на токарном станке детали вращаются непрерывно, и эффективность обработки выше, чем у других станков. Однако для мелких деталей и больших количеств детали многократно устанавливаются и снимаются с патрона, вспомогательное время велико, и относительная эффективность снижается. Чтобы сократить вспомогательное время и повысить эффективность обработки, исследование и проектирование устанавливают инструмент на патрон и вращают непрерывно, а детали совершают только движение подачи.
Черный хард-метал:
Во время обработки на токарном станке детали вращаются непрерывно, и эффективность обработки выше, чем у других станков. Однако для мелких деталей и больших количеств детали многократно устанавливаются и снимаются с патрона, вспомогательное время велико, а относительная эффективность снижается. Чтобы сократить вспомогательное время и повысить эффективность обработки, исследование и проектирование устанавливают инструмент на патрон и вращают непрерывно, а детали совершают только движение подачи. При замене деталей инструмент может продолжать вращаться, а замена деталей проста и удобна, а время короткое.
Компания обрабатывает партию деталей шестигранных гаек со спецификациями M20, которые необходимо просверлить и нарезать резьбу. Метод установки сверла или метчика на патрон для движения резания и установки деталей на держатель инструмента для движения подачи дал хорошие результаты.
Анализ структуры ореха и характеристики переработки
Материал гайки - сталь 45, заготовка - заготовка холодной ковки, внутреннее отверстие имеет припуск на обработку 2 мм, а внешний шестигранный размер профиля в основном однороден и не требует обработки. Во время обработки необходимо сначала снять припуск 2 мм внутреннего отверстия, а затем использовать метчик для нарезания резьбы для завершения. Процесс обработки резьбы гайки на токарном станке заключается в зажиме одной гайки на трехкулачковом самоцентрирующемся патроне, а затем использовать токарный резец для обработки внутреннего отверстия и резьбы или установить сверло и метчик на заднюю бабку токарного станка, просверлить отверстие сверлом и использовать метчик для обработки резьбы. В обоих вышеперечисленных методах одна заготовка гайки устанавливается на патрон, гайка вращается, а токарный резец или сверло (метчик) выполняет движение подачи. Повторная операция отнимает много времени и труда, а эффективность обработки низкая. Для увеличения скорости обработки было принято решение спроектировать простую оснастку, установить сверло или метчик на трехкулачковый самоцентрирующий патрон для вращательного движения, а обрабатываемую гайку установить на оснастку для подающего движения, образовав режим обработки.
Метод сверления, конструкция и применение инструмента
Согласно идее, что сверло или метчик вращается, а гайка выполняет движение подачи, сверло или метчик устанавливается на трехкулачковый самоцентрирующийся патрон, и конструируется простая оснастка. Гайка, которая должна быть обработана, устанавливается в оснастку, а оснастка устанавливается на держателе инструмента, а держатель инструмента выполняет осевое перемещение для реализации движения подачи. Метод сверления и конструкция оснастки показаны на рисунке 1.
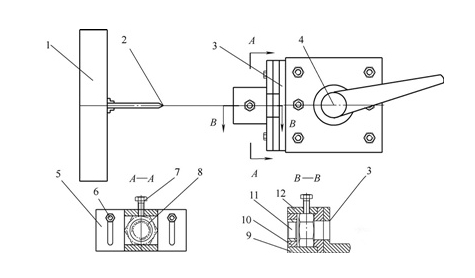
Инструмент для установки гаек состоит из опорной изогнутой пластины 3, соединительной пластины 5, соединительного болта 6, позиционирующего болта 7, втулки сверла 11, верхней крышки 12, передней торцевой пластины 10 и нижней пластины 9. Опорная изогнутая пластина 3 устанавливается на держателе токарного инструмента, и длинные отверстия обрабатываются с обеих сторон соединительной пластины 5, которая соединена с опорной изогнутой пластиной соединительными болтами 6. Благодаря наличию длинных отверстий соединительная пластина может перемещаться вверх и вниз по опорной изогнутой пластине для определения положения обработки. Затяжной болт 7 устанавливается на верхней крышке 12. После установки обработанной гайки в инструмент затяните болт, чтобы зафиксировать ее. Втулка сверла 11 устанавливается в передней торцевой пластине для направления сверла или метчика для обеспечения точной обработки. Втулка сверла изготовлена из стали 45 и закалена для обеспечения износостойкости. Верхняя крышка 12, передняя торцевая пластина 10, нижняя пластина 9 и соединительная пластина 5 сварены между собой. Ее ширина равна максимальному размеру шестигранника обрабатываемой гайки.
Перед обработкой сначала установите сверло на трехкулачковый самоцентрирующий патрон и зафиксируйте его. Затем установите опорную пластину 3 на резцедержатель токарного станка и зафиксируйте ее. Установите оснастку на опорную пластину, выровняйте ее, навинтите соединительные болты и слегка затяните их.
Для первой части обработки поместите гайку, которую нужно обработать, в оснастку сбоку, желательно не превышая ширину оснастки, затяните крепежные болты 7, чтобы зафиксировать гайку. Выравнивание. Переместите соединительную пластину 5 вверх и вниз, переместите салазки в держателе инструмента перпендикулярно оси токарного станка, определите положение центра втулки сверла и центра вращения токарного станка, и после подтверждения того, что они совпадают, затяните соединительные болты 6, зафиксируйте салазки, и выравнивание завершено. В начале обработки шпиндель приводит в движение сверло для вращения, а малый салазки держателя инструмента перемещается вперед в осевом направлении. Сверло начинает сверлить через направляющую втулки сверла. После того, как сверло проходит через отверстие на соединительной пластине, определяется, что сверление завершено. Переместите малый салазки держателя инструмента назад, сверло выходит из оснастки, ослабьте крепежные болты 7, вставьте вторую гайку сбоку, и первая гайка выдавливается. Снова затяните крепежные болты 7 и зафиксируйте гайку. Переместите малый ползун держателя инструмента, и начнется вторая обработка. В течение всего процесса обработки сверло продолжает вращаться, и только держатель инструмента перемещается в осевом направлении. Поскольку выравнивание первой детали завершено, последующая обработка не требует процесса выравнивания, что значительно повышает эффективность обработки.
Проектирование инструмента для нарезания резьбы
При нарезании внутренней резьбы, для предотвращения возникновения хаоса резьбы из-за погрешности передачи между винтом станка и метчиком, сконструирован специальный патрон для резьбонарезного инструмента, как показано на рисунке 2.
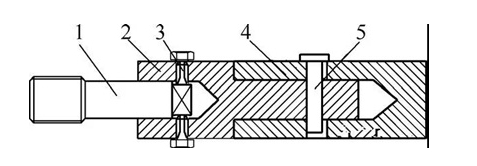
Один конец зажима 4 установлен на трехкулачковом самоцентрирующемся патроне, а другой конец установлен во внутреннем отверстии. Втулка сверла является как монтажной втулкой втулки сверла, так и направляющей втулкой втулки сверла. Они оба согласованы с небольшим зазором. Длинное отверстие аксиально прорезано на зажиме для использования с цилиндрическим штифтом 5. Втулка сверла используется для зажима метчика. Деталь изготовлена из стали 45 и закалена. Цилиндрический штифт 5 и втулка сверла имеют посадку с натягом, что играет роль в приведении втулки сверла во вращение и взаимодействует с длинным отверстием на зажиме, что может заставить втулку сверла иметь осевое перемещение 4 мм, что используется для устранения ошибок передачи и предотвращения хаоса. Установочный болт 3 в основном служит для затягивания метчика.
При обработке резьбовой втулки сначала снимите сверло, установите патрон резьбонарезного инструмента на трехкулачковый самоцентрирующийся патрон и зафиксируйте его. Положение инструмента, установленного на держателе инструмента, остается неизменным, а гайка, подлежащая нарезанию, отправляется в инструмент, и установочный болт 7 на рисунке 1 затягивается для нарезания резьбы. Шпиндель приводит метчик во вращение, и держатель инструмента движется вперед. После того, как режущая часть метчика проходит через гайку, шпиндель реверсирует и втягивается, а держатель инструмента движется назад. Нарезание резьбы первой гайки завершено. Затем отправляется вторая гайка, и первая гайка выдавливается одновременно, и вышеуказанная операция повторяется, и цикл завершается.
Заключение
Тот же метод обработки на токарном станке использует простую оснастку для изменения положения установки инструмента и детали, реализует режущее движение инструмента и движение подачи детали, увеличивает скорость резания, упрощает процедуру работы, экономит усилия и время, а также значительно повышает эффективность обработки.





